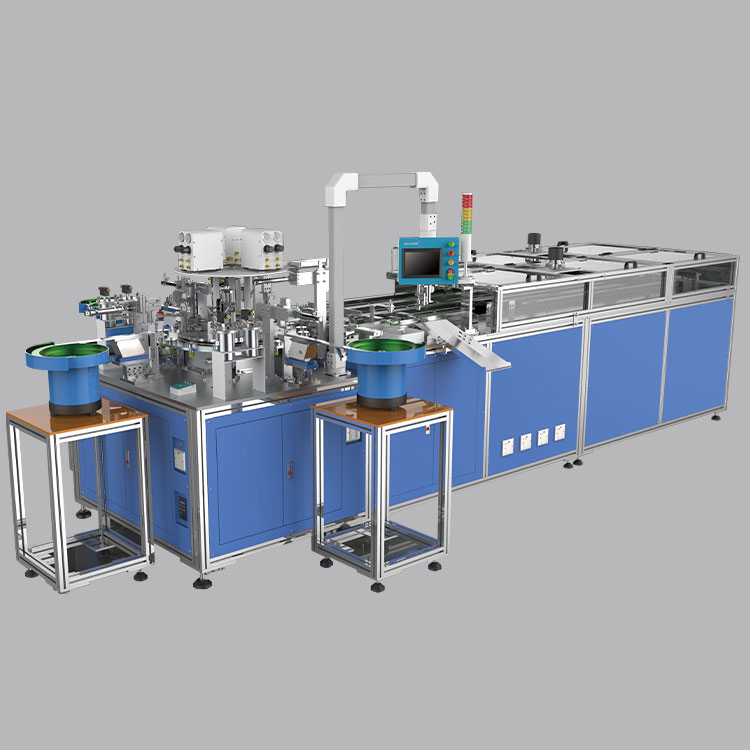
高速點膠機的使用方法-久巨久巨自動化在線式高速點膠機該產品可應用于底部填充、芯片封裝、SMT點紅膠、LED封裝、PCB組裝、半導體封裝及晶元固定等點膠工藝。該系統具有精密、高速、可靠耐用等特點,采用噴射式定量點膠,解決了拉尖、膠量不均、刮傷元器件等缺陷。使用該系統可極大的提升工作效率與產品品質,是精密點膠、精密涂覆、底部填充的設備。
步驟一:把點膠機組裝到流水生產線 把膠桶插入點膠裝置的推桿內,把機架推進標準流水生產線; 步驟二:把工件快速進入點膠機內 啟動標準流水生產線,工件沿著標準流水生產線上的工序開始制作,當工件到達快速拔料模組后,來料光電檢測開關檢測到來料,來料擋位氣缸升起,旋轉氣缸帶動撥料桿旋轉,拔料氣缸驅動拔料桿將被點膠工件送進治具頂緊模組,同時治具擋位導桿升起,阻擋生生線上的其他工件,治具檢測光電開關檢測到治具頂升基板到位后,模組頂升氣缸運動,治具頂升基板將拔料桿送件的工件頂起脫離原有流水生產線,同時完成撥料后,旋轉氣缸帶動撥料桿旋轉90度,撥料氣缸退回至撥料位置,等待下一次撥料; 步驟三:固定工件并準備點膠 工件脫離流水生產線后進入產品壓緊模組,產品壓緊模組開始工作,工件上升后,經側向夾緊氣缸導正方向,使工件長邊方向與Y軸垂直,已保證兩只膠閥與工件的相對位置精度,并把工件固定在產品壓緊裝置內; 步驟四:對工件進行點膠 點膠模組開始工作,點膠裝置對工件進行點膠; 步驟五:把工件快速送出點膠機 點膠完成后,產品壓緊裝置松開工件,工件經產品壓緊模組進入治具頂緊模組,模組頂升氣缸下降,治具擋位氣缸下降,來料擋位氣缸升起,來料光電檢測開關檢測到來料后,旋轉氣缸帶動撥料桿旋轉,撥料氣缸動作將被點膠工件治具送出;被點膠工件重新回到原有流水生產線上,流向下一工位。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||